 مدرسه تاسیسات آموزش تاسیسات مکانیکی و الکتریکی ساختمان
مدرسه تاسیسات آموزش تاسیسات مکانیکی و الکتریکی ساختمان
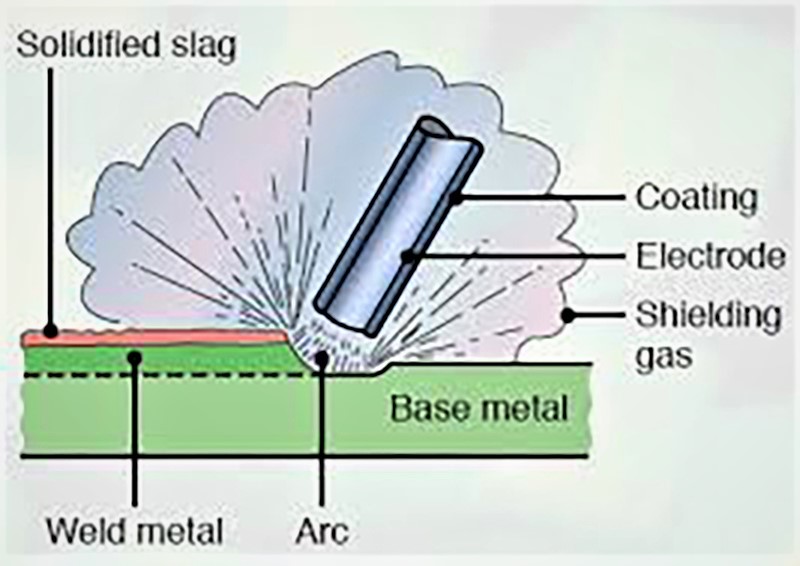
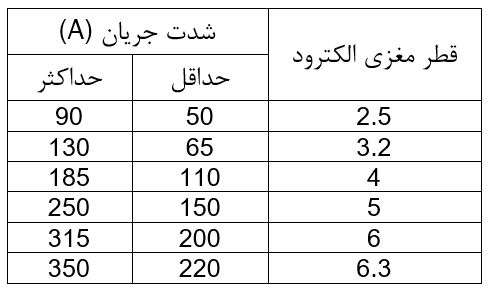
محدوده شدت جريان در جوشکاري با قوس الکتريکي:
در جوشکاري با الکترود دستي، الکترودها معمولاً 350 ميليمتر طول و قطري بين 5/2 تا 3/6 ميليمتر دارند. جدول زير يک نمونه محدوده شدت جريان براي الکترودهاي جوشکاري قوس الکتريک نشان داده شده است. مقدير واقعي با توجه به روپوش الکترود از طرف کارخانه سازنده الکترود مشخص میشود:
محدوده ولتاژ در جوشکاري با قوس الکتريکي:
ماکزيمم ولتاژ قوس 40 ولت است. ولتاژ مدار باز دستگاههاي جوشکاري در محدوده 50 تا 80 ولت است.
قطب الکترود:
در فرآيند جوشکاري با قوس الکتريکي، برق مستقيم و الکترود فلزي ميتوانيم به دو صورت با قطب مستقيم و معکوس کار کنيم.
جوشکاري قطب مستقيم DCSP:
الکترود منفي و قطعه کار مثبت است. (DCEN)
در اين حالت الکترونها از الکترود بسوي سطح کار پرتاب مي شوند و با سرعت زياد به آن برخورد مي کنند، بعلت بمباران شدن سطح کار بوسيله الکترون ها شدت گرما در محل ذوب بيشتر است. در اين حالت دو سوم گرما در محل ذوب و یک سوم در الکترود توزيع می شود و به همين علت نفوذ جوش بيشتر است.
جوشکاري قطب معکوس DCRP:
الکترود مثبت و قطعه کار منفي است. (DCEP)
در اين حالت الکترون ها از سطح قطعه کار به الکترود مي روند و باعث مي شود گرما بيشتر در الکترود توزيع شود، لذا سرعت ذوب الکترود بيشتر و نفوز جوش کمتر شود و جوش پهن تر از حالت قبل خواهد بود. براي جوشکاري هايي که سرعت جوشکاري در اولويت است و همچنين الکترودهايي که داراي روپوش دير ذوب هستند از قطب معکوس استفاده ميکنيم. در اين حالت فلز مغز الکترود و نيز گازهاي محافظ کاملاً گرم هستند لذا سرعت انتقال مذاب از الکترود به قطعه کار يکنواخت تر و بهتر انجام ميشود.
يکي ديگر از ويژگيهاي قطب معکوس عمل تميزکاري است. بدليل حرکت الکترون ها از سطح قطعه کار و برخورد يون هاي مثبت از الکترود به الکترود به قطعه کار، در محل تشکيل قوس شکستن لايه هاي اکسيد صورت مي گيرد. از اين ويژگي در جوشکاري فلزاتي که لايه اکسيدي دارند به نحو مطلوب استفاده مي شود.
در جوشکاري با برق متناوب AC بعلت تغيير جهت جريان الکترد، به تناوب نيم سيکل منفي و نيم سيکل بعد مثبت است. پس ميتوان گفت 50% حرارت در قطعه کار و 50% حرارت در الکترود توزيع شده است و عمل تميزکاري قوس در نيم سيکل که الکترود مثبت است صورت مي گيرد.
جوشکاري سيستم لوله کشي گاز طبيعي ( 0.25 Psi)
– جوشکاري لوله هاي فولادي اين سيستم، جوشکاري به روش قوسي الکتريکي دستي می باشد.
– جوشکاري لوله ها و اتصالات فولادي اين سيستم بايد بر مبناي API 1104 بوده و کنترل کيفيت و بازرسي جوش ها بر اساس الزامات بخش 17-5-6 مبحث هفدهم مقررات ملي ساختمان باشد.
– براي جوشکاري لوله هاي فولادي با يکديگر يا با اتصالات فولادي بايد از جوش لب به لب استفاده شود. لوله هايي که به صورت لب به لب جوش داده مي شوند بايد مطابق با شکل زير آماده سازي شوند.
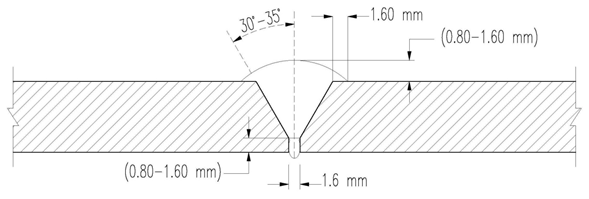

– در مورد جوش لب به لب اگر ضخامت لوله يا اتصال کمتر از 3 ميليمتر باشد، پخ زدن لبه لوله اختياري است و مي توان به وسيله سوهان يا سنگ سمباده برقي پخ ملايمی بر روي لبه ها ايجاد نمود.
نویسنده: مسعود خانی بختیاری